Marque:
SDMIXCommande (MOQ):
1000kgStock de marchandises:
1000Paiement:
T/T, L/C, Paypal, Western UnionPrix du marché:
$2Prix:
$45.5/1000kgFourchette:
5000 - 10000/$44.5Fourchette:
1000 - 5000/$45Origine du produit:
AnhuiCouleur:
CustomizedPort d\'expédition:
ShanghaiDélai de mise en œuvre:
15-30days| Description: |
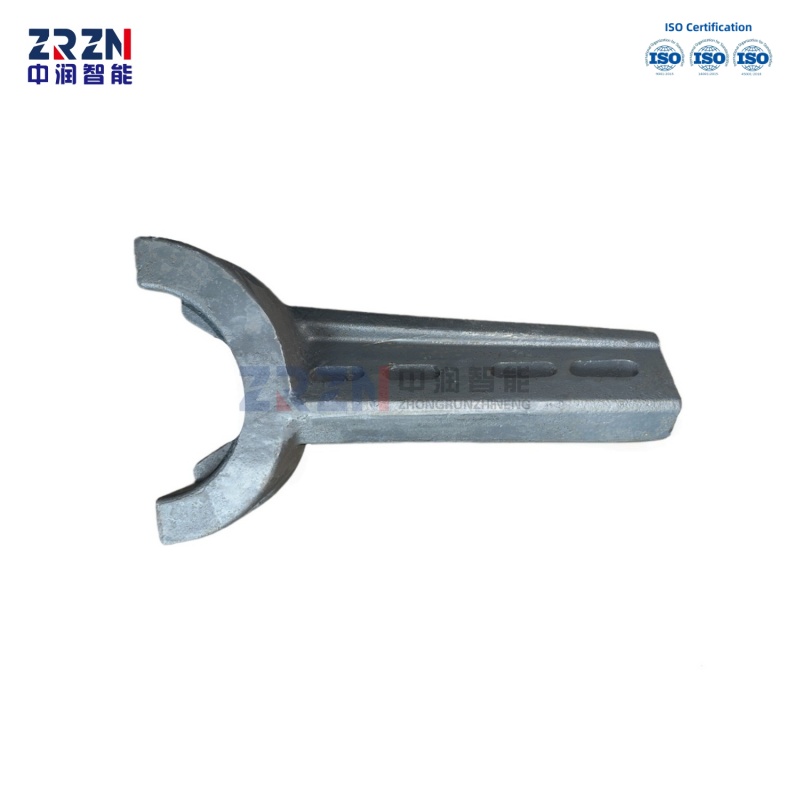
Conçus pour une durabilité extrême dans les bétonnières SDMIX série KT10, nos bras de malaxage renforcés sont fabriqués pour résister aux conditions de malaxage les plus exigeantes. Grâce à notre procédé de fabrication certifié ISO 9001:2015, utilisant la technique de moulage à modèle perdu (EPC) et le moulage vertical sans châssis, nous atteignons une densité de matériau exceptionnelle de 99,8 %, garantissant une intégrité structurelle qui résiste à la déformation sous de fortes charges et en fonctionnement continu.
Les bras de malaxage sont composés d'un alliage exclusif à haute teneur en chrome (29-32 % de Cr) enrichi de nickel et de molybdène. Ce matériau, raffiné dans des fours à induction moyenne fréquence, présente une microstructure uniforme et une dureté de 58-65 HRC. Cette technologie de pointe offre une résistance à l'usure 4,5 fois supérieure à celle des bras standards, comme l'ont confirmé des tests indépendants attestant de performances supérieures à 300 000 mètres cubes de béton malaxé, soit une durée de vie accrue de 60 % par rapport aux composants conventionnels.
Notre processus d'ingénierie numérique intègre une analyse par éléments finis pour optimiser la répartition des contraintes, réduisant ainsi de 52 % les points de rupture par fatigue tout en préservant une efficacité de mélange optimale. Chaque bras est usiné avec une précision de ±0,18 mm, garantissant une compatibilité parfaite avec les mélangeurs de la série KT10. La conception renforcée intègre une technologie de nervures qui accroît la résistance à la flexion à 650 N/mm² tout en maintenant une résilience de 8,5 J/cm², assurant ainsi des performances fiables même en cas de chocs importants.
La structure métallographique (carbures M7C3 dans une matrice martensitique avec des carbures VC secondaires) offre une résistance exceptionnelle à l'usure abrasive tout en préservant la flexibilité structurelle. Notre équipe d'assistance technique fournit des conseils d'installation et une analyse de l'usure, appuyés par une documentation complète comprenant les certifications des matériaux et les rapports d'essais conformes aux normes ASTM A532 Classe III et GB/T 8263-2010.
| Caractéristiques et avantages |

Composition d'alliage avancée - 24 à 28 % de chrome avec des additifs de molybdène/titane assurent une dureté de 68 HRC et une résistance supérieure à l'abrasion.
Propriétés mécaniques supérieures - Résistance à la traction de 450 N/mm² avec une ténacité à l'impact ≥ 8 J/cm² pour des performances fiables sous charges lourdes.

Géométrie optimisée - Son profil optimisé réduit la consommation d'énergie de 20 % tout en améliorant l'efficacité du mélange.
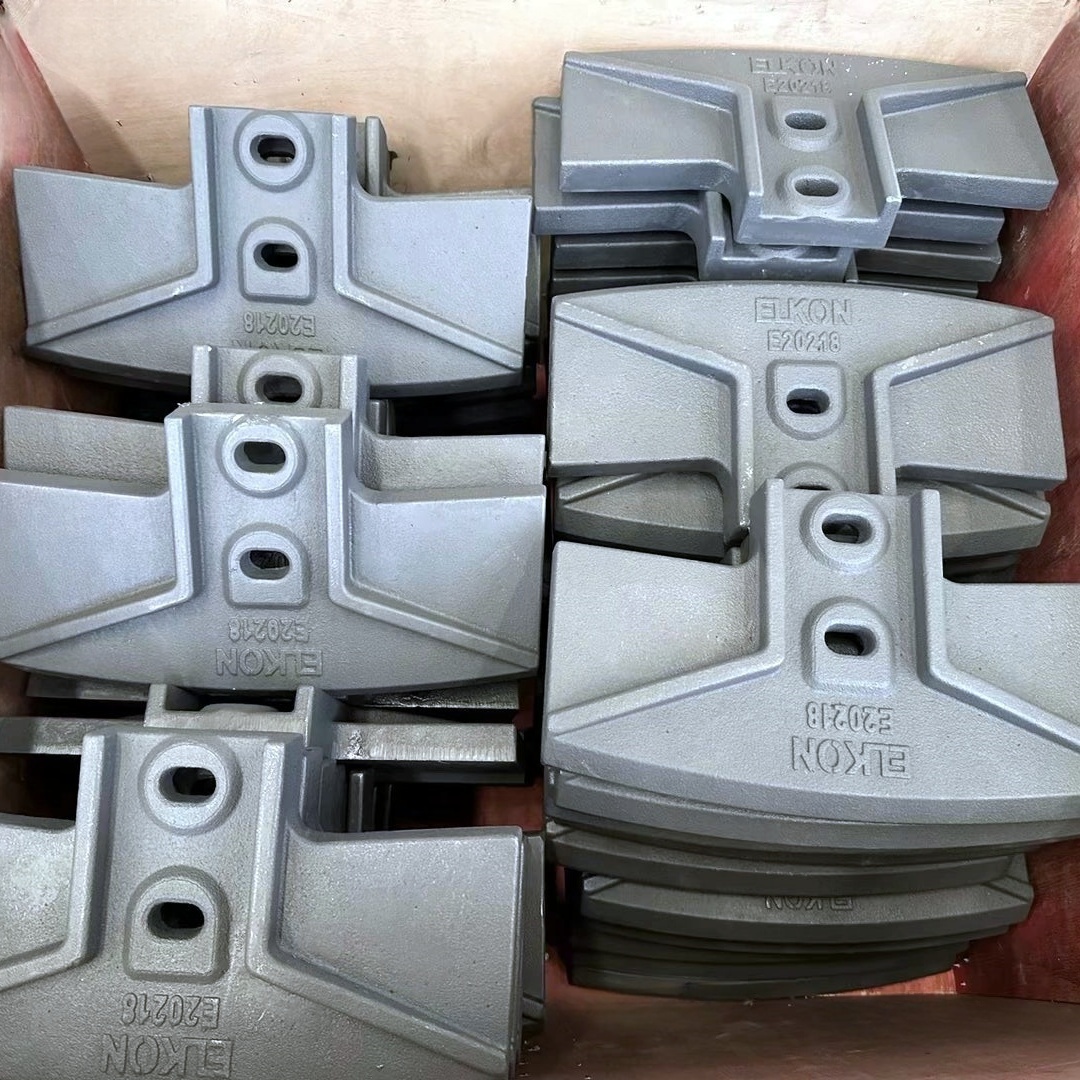
Compatibilité universelle Conçus avec précision pour les marques de mélangeurs telles que BHS, AMMANN, NFLG, DEX, SICOMA, TEKA et CONELE.
Production intelligente : La ligne de moulage verticale sans moule garantit l'homogénéité des lots.
| Capacités de la ligne de production |
1. Ligne de moulage verticale sans moule : Permet une production à grande vitesse et en grande série avec une variation dimensionnelle minimale.



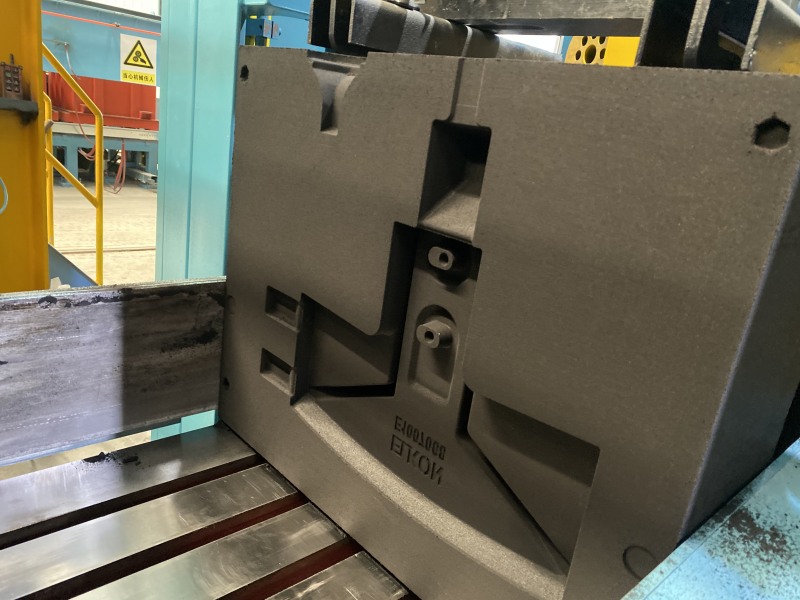

2、 Moulage en mousse perdue : Permet d'obtenir des géométries complexes et des surfaces lisses pour un ajustement précis.





3、 Four à induction moyenne fréquence : Assure une fusion uniforme des alliages à haute teneur en chrome (teneur en Cr 15-28%).





| Paramètres du produit : |
| numéro de modèle |
résistance à la traction
σb/MPa |
résistance à la traction
0,2/MPa |
élongation(%) | Pour votre information | ||
| nouveau numéro de modèle | numéro de modèle identique à l'ancien | valeur minimale | valeur minimale | valeur minimale |
HBS
Dureté Brinell (BHS) |
structure métallographique principale |
| QT400-18 | QT40-17 | 400 | 250 | 18 | 130-180 | ferrite |
| QT400-15 | - | 400 | 250 | 15 | 130-180 | ferrite |
| QT450-10 | QT42-10 | 450 | 310 | 10 | 160-210 | ferrite |
| QT500-7 | QT50-5 | 500 | 320 | 7 | 170-230 | ferrite + perlite |
| QT600-3 | QT60-2 | 600 | 370 | 3 | 190-270 | perlite + ferrite |
| QT700-2 | QT70-2 | 700 | 420 | 2 | 225-305 | perlite |
| QT800-2 | QT80-2 | 800 | 480 | 2 | 245-335 | structure en perlite ou trempée |
| QT900-2 | - | 900 | 600 | 2 | 280-360 | bainite ou martensite revenue |
| Composition chimique (fraction massique) (%) | |||||||||
| C | Si | Mn | Cr | Mo | Ni | Cu | S | P | |
| KmTBN14Cr2-DT | 2.4~3.0 | ≤0,8 | ≤2.0 | 1,5-3,0 | ≤1,0 | 3.3~5.0 | - | ≤0,10 | ≤0,15 |
| KmTBN14Cr2-GT | 3.0~3.6 | ≤0,8 | ≤2.0 | 1,5-3,0 | ≤1,0 | 3.3~5.0 | - | ≤0,15 | ≤0,15 |
| KmTBCr9Ni5 | 2,5~3,6 | ≤2.0 | ≤2.0 | 7.0-11.0 | ≤1,0 | 4,5~7,0 | - | ≤0,15 | ≤0,15 |
| KmTBCr2 | 2.1~3.6 | ≤12 | ≤2.0 | 1,5~3,0 | ≤1,0 | ≤1,0 | ≤1,2 | ≤0,10 | ≤0,15 |
| KmTBCr8 | 2.1~3.2 | 1,5~2,2 | ≤2.0 | 7.0~11.0 | ≤1,5 | ≤1,0 | ≤1,2 | ≤0,06 | ≤0,10 |
| KmlBCr12 | 2.0~3.3 | ≤1,5 | ≤2.0 | 11.0~14.0 | ≤3.0 | ≤2,5 | ≤1,2 | ≤0,06 | ≤0,10 |
| KmTBCr15Mo | 2.0~3.3 | ≤1,2 | ≤2.0 | 14.0~18.0 | ≤3.0 | ≤2,5 | ≤1,2 | ≤0,06 | ≤0,10 |
| KmTBCr20Mo | 2.0~3.3 | ≤1,2 | ≤2.0 | 18.0~23.0 | ≤3.0 | ≤2,5 | ≤1,2 | ≤0,06 | ≤0,10 |
| KmTBCr26 | 2.0~3.3 | ≤1,2 | ≤2.0 | 23.0~30.0 | ≤3.0 | ≤2,5 | ≤2.0 | ≤0,06 | ≤0,1 |
|
numéro de modèle |
numéro de modèle identique à l'ancien |
Composition chimique (fraction massique) (%) |
Élément résiduel |
||||
| C≤ | Si≤ | Mn≤ | S≤ | P≤ | |||
| ZG200-400 | 2G15 | 0,20 | 0,50 | 0,80 | 0,04 | 0,04 | Cr≤0,35, Ni≤0,30, Mo≤0,20, Cu≤0,30, v≤0,05 ; mais Cr+Ni+Mo+Cu+v≤1,00 |
| ZG230-450 | ZG25 | 0,30 | 0,50 | 0,90 | 0,04 | 0,04 | Cr≤0,35, Ni≤0,30, Mo≤0,20, Cu≤0,30, v≤0,05 ; mais Cr+Ni+Mo+Cu+v≤1,00 |
| ZG270-500 | ZG35 | 0,40 | 0,50 | 0,90 | 0,04 | 0,04 | Cr≤0,35, Ni≤0,30, Mo≤0,20, Cu≤0,30, v≤0,05 ; mais Cr+Ni+Mo+Cu+v≤1,00 |
| ZG310-570 | 2G45 | 0,50 | 0,60 | 0,90 | 0,04 | 0,04 | Cr≤0,35, Ni≤0,30, Mo≤0,20, Cu≤0,30, v≤0,05 ; mais Cr+Ni+Mo+Cu+v≤1,00 |
| ZG340-640 | ZG55 | 0,60 | 0,60 | 0,90 | 0,04 | 0,04 | Cr≤0,35, Ni≤0,30, Mo≤0,20, Cu≤0,30, v≤0,05 ; mais Cr+Ni+Mo+Cu+v≤1,00 |
| Emballage et Expédition |


| FAQ |
1.
Q : Pourriez-vous dans
présentez-vous
La nature de l'activité et les qualifications de production de votre entreprise ?
UN:
A: Nous sommes un fabricant professionnel spécialisé dans les composants en alliage à haute résistance à l'usure. Nos installations de fonderie et d'usinage intégrées nous permettent de maîtriser parfaitement la qualité, les coûts et les délais de livraison.
2 . Q : Comment puis-je passer une commande ?
A : Il vous suffit de nous faire part de vos besoins par courriel ou via notre système en ligne. Nous vous établirons rapidement une facture pro forma (PI) détaillant les prix et les conditions de livraison pour confirmation.
3.
Q : Quels systèmes de matériaux de base utilisez-vous ?
A: Nous utilisons des matériaux techniques tels que la fonte à haute teneur en chrome, la fonte ductile, l'acier moulé et l'acier allié. Le choix des matériaux est optimisé scientifiquement en fonction des conditions d'utilisation et des performances requises.
4.
Q : Quels modes de paiement acceptez-vous ?
A: Nous acceptons les modes de règlement internationaux, y compris le virement bancaire.
et
Lettre de crédit. Des conditions de paiement flexibles peuvent être négociées pour les partenaires stratégiques à long terme.
5.
Q : Proposez-vous des services de branding personnalisés ?
R : Oui, nous proposons des solutions de personnalisation complètes couvrant la conception industrielle, le développement de moules et le marquage des produits.
6.
Q : Comment fonctionne votre système d'assurance qualité ?
A: Notre installation dispose d'équipements d'inspection de qualité professionnelle et d'un protocole de vérification en trois étapes :
Inspection des matières premières
;
validation de la qualité du processus spécifique au lot
;
Certification avant expédition
.
Balises :
Vous recherchez un partenaire commercial fiable pour votre prochain projet ?
Enquêtes commerciales
+86 13955549149